www.vbum.cn
www.vbum.cn 
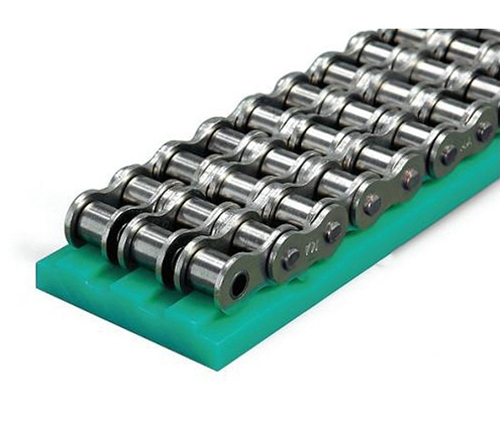
鏈條導軌作為機械傳動系統中的重要部件,一旦出現變形,不僅會影響設備的運行精度和穩定性,還可能引發設備故障,降低生產效率。當發現鏈條導軌變形時,需迅速找出原因,并根據變形程度和類型采取恰當的處理措施。
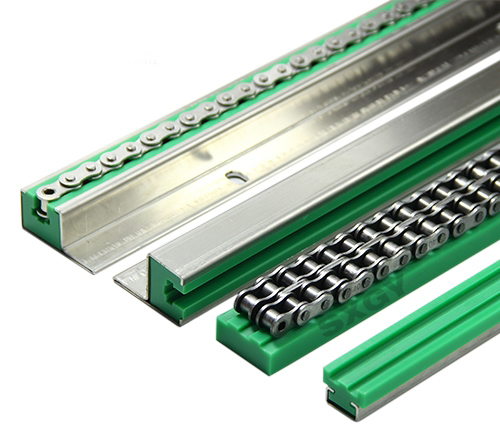
導致鏈條導軌變形的原因多種多樣。長期超負荷運行是常見因素之一,當鏈條導軌承受的負載超過其額定承載能力,導軌內部結構會逐漸發生塑性變形;安裝過程不規范也容易造成變形,比如安裝時基準面不平整、固定螺栓擰緊力度不均,會使導軌在安裝后就產生應力變形;此外,環境因素也不容忽視,高溫環境會使導軌材料的物理性能發生變化,導致熱變形;而潮濕環境可能引發導軌材料腐蝕,削弱其結構強度,導致變形。

處理鏈條導軌變形,首先要對變形情況進行評估。輕微變形時,若導軌表面僅出現微小的凹凸不平,可采用研磨或刮削的方式進行修復。使用專業的研磨工具,按照導軌的設計精度要求,對變形部位進行研磨處理,逐步處理表面的不平整。刮削則是通過人工使用刮刀,對導軌表面進行微量切削,使導軌表面恢復平整。在研磨或刮削過程中,需不斷使用高精度測量工具,如千分表、水平儀等,實時監測導軌的精度,確保修復后的導軌符合使用要求。
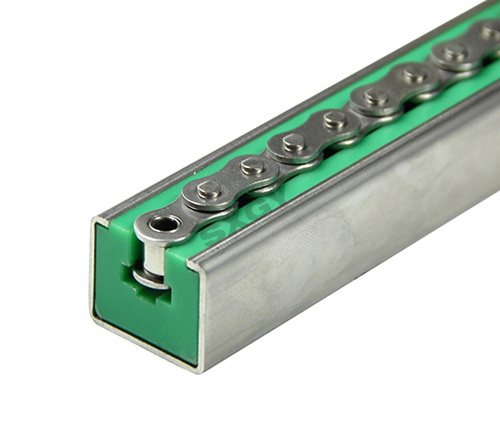
對于中度變形,當導軌的直線度或平行度誤差較大,無法通過研磨、刮削修復時,可考慮對導軌進行校直處理。校直方法分為冷校直和熱校直,冷校直適用于變形較小、材料韌性較好的導軌,通過使用壓力機或其他校直工具,對變形部位施加反向壓力,使導軌恢復直線度;熱校直則是先將導軌加熱至一定溫度,降低材料的硬度和屈服強度,再進行校直操作。熱校直需要嚴格控制加熱溫度和冷卻速度,避免因溫度控制不當導致導軌材料性能下降。
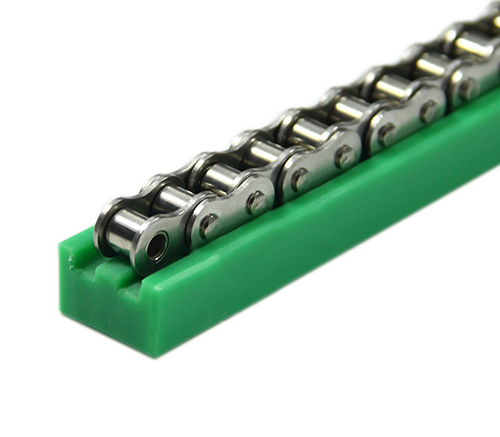
若鏈條導軌出現嚴重變形,如整體扭曲、斷裂等情況,應立即更換新的導軌。在更換導軌時,要選擇與原型號、規格完全一致的產品,確保新導軌與設備其他部件的兼容性。安裝新導軌時,需嚴格按照安裝規范進行操作,保證安裝精度,防止再次出現變形問題。
除了針對變形的處理措施,預防鏈條導軌變形也至關重要。在日常使用中,要嚴格控制設備的負載,避免超負荷運行;定期對導軌進行檢查和維護,及時清理導軌表面的雜質,做好潤滑工作;同時,改善設備運行環境,采取有效的隔熱、防潮措施,減少環境因素對導軌的影響。